Cylinder Head Problem
To assist us in correctly diagnosing the type of Cylinder Head problem you are experiencing, please select the correct menu item.
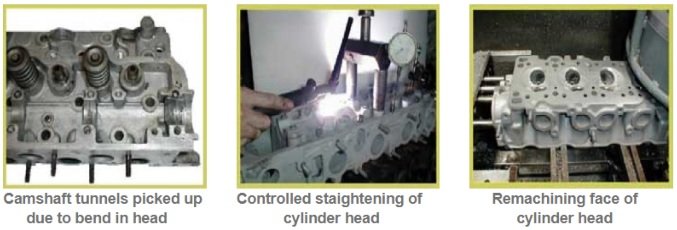
Head engine problem - BENT
Cylinder heads bend as the result of overheating. In OHV pushrod engines the bend in a cylinder head is often ignored and a surface grind to repair the face is all the repair that is necessary.
OHC engines suffer a different fate if cylinder head bend is ignored. Once an OHC head bends it is necessary to straighten the cylinder head before a surface grind is carried out. The straightening process is to ensure the camshaft turns freely and does not seize after the fitting of a new head-gasket or rebuild. Engine reconditioners may use a few different methods of head straightening. If heat is used to prepare the head for straightening care has to be taken to ensure the head is not heated over 250-300 degrees C.
Severe damage can occur to a head such as inserts coming loose, valve guides moving and worst of all alloy heads can become soft and unserviceable. A new method has been developed that eliminates the need for heat, so the risk of damage is reduced.. Straightening severely bent heads carries a high risk of cracking and in these cases it is desirable to replace the head rather than repair it. The allowable bend in most OHC heads is around .005" to.006" (5 to 6 thousandths of an inch.). It is advisable to check how easy the camshaft turns in the head without any valves fitted.
The camshaft must spin freely without any drag. Failing this, head straightening or tunnel boring is required. Surface grinding a cylinder head may reduce it's overall head thickness to below the allowable limits. If this problem goes unchecked and a below minimum thickness head is refitted some running problems could occur.
After market gasket manufacturers have produced head gasket shims to rectify this problem.
: Every care has been taken in writing this information and procedures, but no responsibility can be excepted for errors, omissions or misuse of this information and procedures. The information available on this site is for your instruction only and cannot be copied for sale, © copyright 2020 UMR Engines www.engineproblem.com.au
Head engine problem - BLOWN
The normal combustion temperature reaches around 2000 to 2500 degrees Celsius. If an engine is running under stress caused by overloading, lean mixtures, incorrect injector timing, incorrect ignition timing, or overheating, combustion temperature can rise to anywhere around 3000 degrees C.
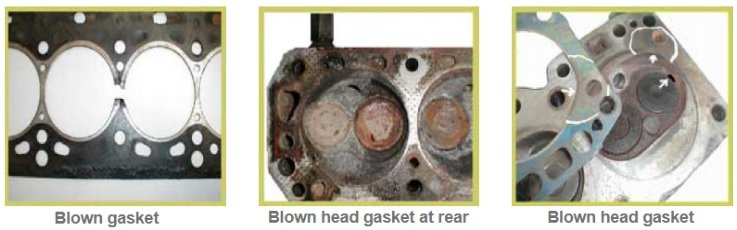
At these temperatures the combustion will melt and burn any sharp edge that protrudes into its path. Once the hot spot is established the extra heat generated by the molten metal adds to the combustion temperature, increases detonation and aggressively continues to burn away the cylinder head, sealing ring of the head gasket, piston crown or edge of the cylinder wall. While this is happening the performance of the engine will be noticeably laboured, accompanied by audible pinging and knocking.
The coolant temperature will be high and the oil pressure considerably lower than normal. A few good reasons to shut off the ignition but most drivers prefer to squeeze the last few yards out of the engine. When the engine is continually driven after the head gasket has failed between cylinders, the combustion cross firing between the two cylinders burns out a groove in the head and block face. The head will often require building up in the burnt area before surface grinding.
The appearance of the affected area is as if an oxy torch was used to create the gouge. Many fine heat surface cracks are commonly found around the effected area and will require removal with a burr before welding can be carried out. As the block position can also be damaged it must be repaired for the gasket to correctly seal.
Another major cause of gasket failure is the modern engine tends to suffer from soft heads. This condition does not allow the maintenance of the correct clamping pressure on the gasket. Over a fairly short period the head bolts become loose and the clamping pressure is reduced to where the gasket fails. Soft alloy heads should not be re-used. Always check alloy heads for hardness.
: Every care has been taken in writing this information and procedures, but no responsibility can be excepted for errors, omissions or misuse of this information and procedures. The information available on this site is for your instruction only and cannot be copied for sale, © copyright 2020 UMR Engines www.engineproblem.com.au
Head engine problem - CORROSION
Have you heard the term "stray currents"? What about the product "glycol"? What about "erosion"? What about "corrosion"? What about "pH reading"?
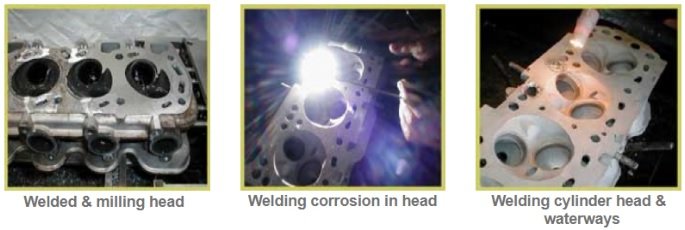
Corroded alloy cylinder heads have become accepted as normal in the automotive trade. With correct and consistent maintenance the problem could be drastically reduced. When welding and repairing these alloy heads it is very evident that all manufacturers use different standards when manufacturing their cylinder heads. The choice of the aluminium castings are of all qualities. Some alloy heads are easier to weld than others and appear to be more resistant to corrosion. Other alloy heads commonly suffer severe corrosion problems. Irrespective of the quality of the alloy casting used by manufacturers, corrosion can be controlled by the correct maintenance procedures. The quality or choice of the alloy casting is evident when the service procedures are not adhered to. A good alloy casting will be more resistant to corrosion under harsh conditions.
Stray currents are a problem with use of DC power. The general description of stray currents is when the current takes an alternate path back to the negative battery terminal. This happens when the earth system is inadequate. In the case of automotive engines some of the return current uses the coolant and cylinder head structure as its path back to the negative pole. This causes stray current erosion and is generally evident when a perfectly good casting has one or two isolated points of erosion. All earth contact points have to be maintained. Extra earth wires should be attached to the affected component and the negative battery terminal.
The best protection is to chemically coat the casting. This is achieved by the use of specially formulated inhibitors being maintained in the cooling system at all times. These inhibitors put a protective coating over the entire water jacket and offer the best protection available.
Glycol will increase the boiling point and reduce the freezing point of the coolant. The strength and integrity of the coolant in the system has to be maintained at the correct level to enable the best possible corrosion and erosion protection. Glycol is required to control hot spot boiling.
pH readings with test strips should be part of the service procedure to maintain the coolant at the manufacturers recommended level. A good quality coolant has about 33% to 50% glycol along with other anticorrosive agents. (This 33% to 50% glycol level is what is required in the mixed coolant so use care to calculate what ratio of water and coolant maintains this level. Coolants should be mixed at the recommended ratios with good quality de-mineralised water.
: Every care has been taken in writing this information and procedures, but no responsibility can be excepted for errors, omissions or misuse of this information and procedures. The information available on this site is for your instruction only and cannot be copied for sale, © copyright 2020 UMR Engines www.engineproblem.com.au


Head engine problem - CRACKED
Most cylinder heads crack due to running above the temperature they were designed to operate at. Thermal shock can also be responsible for cylinder head cracks.
Thermal shock occurs when the temperature of the cylinder head suffers a quick and significant change in temperature. In the case of vehicles it occurs most commonly when the operator introduces cold water to an already overheated engine. The sudden lowering of the engine temperature causes the head casting to crack where ever the head is the hottest, thinnest or weakest. This is usually around valve seats, exhaust ports and the top of the head. The quenching of the casting causes cracks to appear at these stress points.
When an engine is severely overheated the cylinder head temperature rises even higher when the engine is finally shut off. This great rise in temperature will cause most cast iron heads to crack across and between valve seats. As castings are designed lighter and the exhaust and intake ports larger the modern head has decreased in its ability to withstand damage during an over-heat. It is very common for the modern alloy cylinder head to crack across the top in the tappet cover area.
The engine that has a crack going to water across the top usually runs but uses water, will not recover water back to the radiator and has oil in the cooling system. A hot cooling system pressure test, combined with a look in the tappet cover area will usually confirm this damage. Cracks in alloy heads can generally be repaired successfully by engine reconditioners using a tig welder.
The result of an overheated alloy head is often very serious as the casting can become soft and if repaired and reused may never hold head tension and keep blowing head gaskets.
A hardness test must be part of the preliminary investigations during repairs. A visual check of the seating area of the head bolts will also indicate the hardness of the head. (the head bolt seating pad will be impressed by the head bolt)
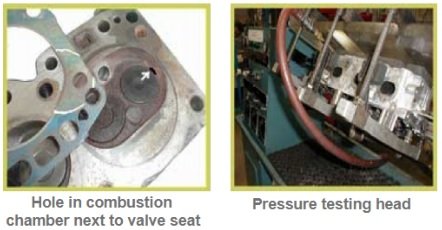
Cracked seats in cast heads can be repaired by cold stitching crack repairs and fitting machined valve seat inserts. All head repairs should have a pressure test to determine the success of the crack repairs and the detection of hidden cracks.
Foreign material inducted into the combustion chamber is a more obvious cause of combustion chamber cracks. With this type of failure any pistons and rods that have visible damage must be removed for inspection and possible replacement. All affected con rods should have their alignment checked. Combustion chamber damage should be repaired and the head pressure tested for leaks.
Alloy heads should be welded and restored to shape. Minor combustion chamber damage to a cast iron head is better off dressed up and all edges smoothed out rather than being welded. (Crack test and pressure test is essential)
: Every care has been taken in writing this information and procedures, but no responsibility can be excepted for errors, omissions or misuse of this information and procedures. The information available on this site is for your instruction only and cannot be copied for sale, © copyright 2020 UMR Engines www.engineproblem.com.au
Head engine problem - HOLE IN
Modern alloy cylinder heads suffer from holes in ports, holes under inserts etc. Some heads are faulty in manufacture and have produced what is referred to as a porous casting. However in most cases these problems are a result of poor maintenance. The shortfall is that generally not a lot of importance is placed on using the correct inhibitors and their on going maintenance. Alloy heads suffer from corrosion and poorly maintained heads can develop problems within a very short time...... visit Procedures and click on "Radiator Coolant"
With the correct inhibitors properly maintained these problems can be eliminated. Most pin holes in ports are so small that they are undetectable with the eyes. In inlet ports the telltale sign is a washed look from the pin hole fanning out as it enters the valve area. In exhaust ports the carbon will be washed clean away from the pinhole fanning out into the exhaust manifold. Once the pinhole is located a small pricker will soon open up the hole. After grinding out in preparation for welding, the extent of corrosion found will determine whether the head should be repaired or replaced. More often than not a small pin hole will be the first breakthrough of a corroded area as big or bigger than a 20 cent coin.
A hot pressure test and through visual inspection is necessary to evaluate the condition of the rest of the casting. These pin holes can appear anywhere on a cylinder head. Apart from ports, some of the places they have been found include, externally in the seating recess of the spark plug, the face of the head within 1/4mm of the head gasket sealing ring, externally out of the side of the head and in the machined valve spring pad area. Fortunately most can be repaired by engine reconditioners and with a changed maintenance schedule have a long serviceable life.
For more information see head/ corrosion
: Every care has been taken in writing this information and procedures, but no responsibility can be excepted for errors, omissions or misuse of this information and procedures. The information available on this site is for your instruction only and cannot be copied for sale, © copyright 2020 UMR Engines www.engineproblem.com.au
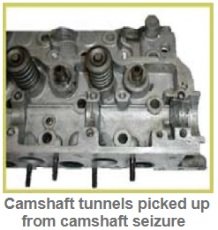
Head engine problem - PICKED UP / SEIZED
OHC ENGINES, especially those designed with alloy cylinder heads suffer more commonly from camshaft pick up or seizure. The oil feed by the nature of the design is the furthermost point from the oil pump. The oil feed hole is generally small or has a restrictor so as to control the amount of oil supplied to the over head gear. This hole is adequate when the engine is new and internally clean. As the engine sludges up the oil feed hole often becomes blocked causing oil starvation with in turn results in camshaft seizure. The breakdown in lubrication causes the alloy head cam tunnels or bearings to weld themselves to the camshaft resulting in total cam seizure. Quite often these engines suffer sever resultant damage such as bent or broken valves, piston damage, rocker arm and valve guide breakage.
Some manufacturers have designed what is called a safe engine where the crankshaft and pistons can turn independently to the camshaft without contact with stationary open valves. The main causes of camshaft pick-up or seizure are lack of lubrication or severe overheating.
Another common cause is the practice of surface grinding a bent OHC head without firstly physically straightening the cylinder head. The camshaft tunnels must be aligned before the head is surface ground. Several methods are used by engine reconditioners to straighten alloy heads. The head should also have a hardness test to ensure the serviceability of the head.
Some alloy heads require straightening and also tunnel boring to correct the alignment. Incorrectly fitted slipper type bearing shells is a less common cause in OHC seizure but some designs allow this to take place. Most engine designers have different offset tangs on the slipper type bearings to stop the fitment of upper and lower halve shells incorrectly. When fitted incorrectly the oil feed to the camshaft is blocked causing the cam to seize in a short period.
: Every care has been taken in writing this information and procedures, but no responsibility can be excepted for errors, omissions or misuse of this information and procedures. The information available on this site is for your instruction only and cannot be copied for sale, © copyright 2020 UMR Engines www.engineproblem.com.au